


























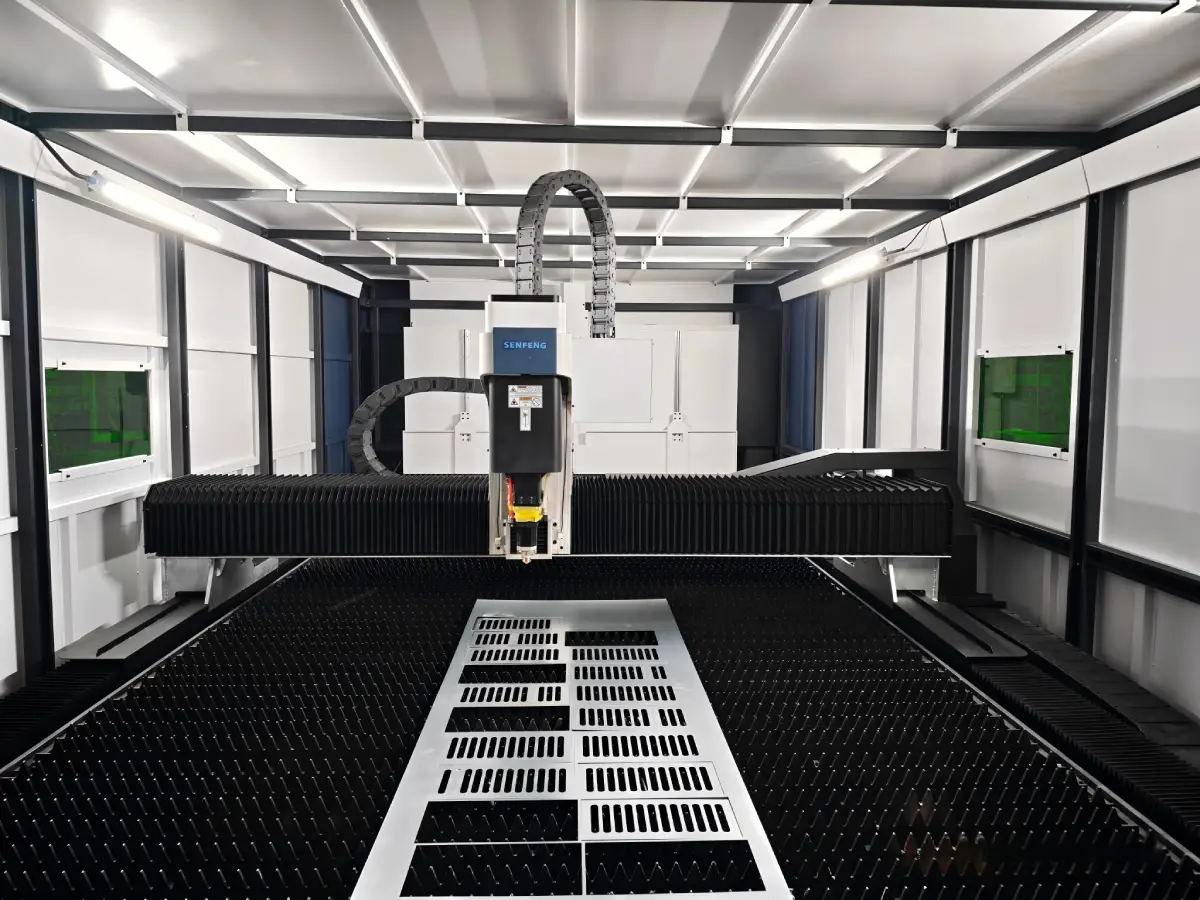
SF4020H Fiber Laser Cutting Machine Installation and Training in the USA
SENFENG recently completed the on-site installation and operator training of an SF4020H fiber laser cutting machine in the United States. The project was carried out by after-sales engineer Mr. Wang Dongkai, who provided comprehensive technical support throughout the entire process, including mechanical installation, electrical wiring, system integration, commissioning, parameter tuning, and user training. The installation was executed step by step to ensure stable performance and smooth operation of the complete system.

Mechanical Installation and Machine Positioning
March 18, 2026
The installation began with positioning and leveling the front machine bed. The crossbeam was then installed, followed by the laying of burn-proof plates. The Y-axis motor and exchange platform motor were mounted, and the front bed sheet metal frame was assembled. These steps established a solid mechanical foundation for subsequent assembly and alignment.
Platform Alignment and Structural Assembly
March 19, 2026
The rear exchange platform was aligned and leveled to ensure proper synchronization with the front platform. The front platform frame installation was completed, along with front panel sheet metal, rear electrical cabinet sheet metal, display unit, and operator control knobs. The Y-axis drag chain trough and drag chain were installed, and cable routing and preliminary wiring for the Y-axis were completed.
Cable Routing and Auxiliary System Installation
March 20–21, 2026
Fiber cable routing was completed, and the cutting head was installed. The Y-axis drag chain was organized and secured. Various signal cables from the control cabinet heavy-duty connectors were connected. The oil pump, gas filtration units for oxygen, nitrogen, and air, as well as low-pressure sensors, were installed.
Additional installations included LED lighting panels, LED lamps and wiring, emergency stop circuit wiring, cameras, and related harnesses. By this stage, most internal wiring of the system was completed.
Cabinet, Top Covers, and System Integration
March 23, 2026
Internal wiring was finalized, followed by the installation of top panel supports and covers, as well as left-side sheet metal panels. The voltage stabilizer, chiller, and laser source were connected to the system through proper pipelines and cables, completing the main system integration.
Power-On Testing and System Debugging
March 25, 2026
Initial power-on testing was conducted. At first, the servo system showed no response to the electrical lock, which was traced to loose internal wiring connections in the control cabinet. After tightening and securing the connections, the system operated normally.
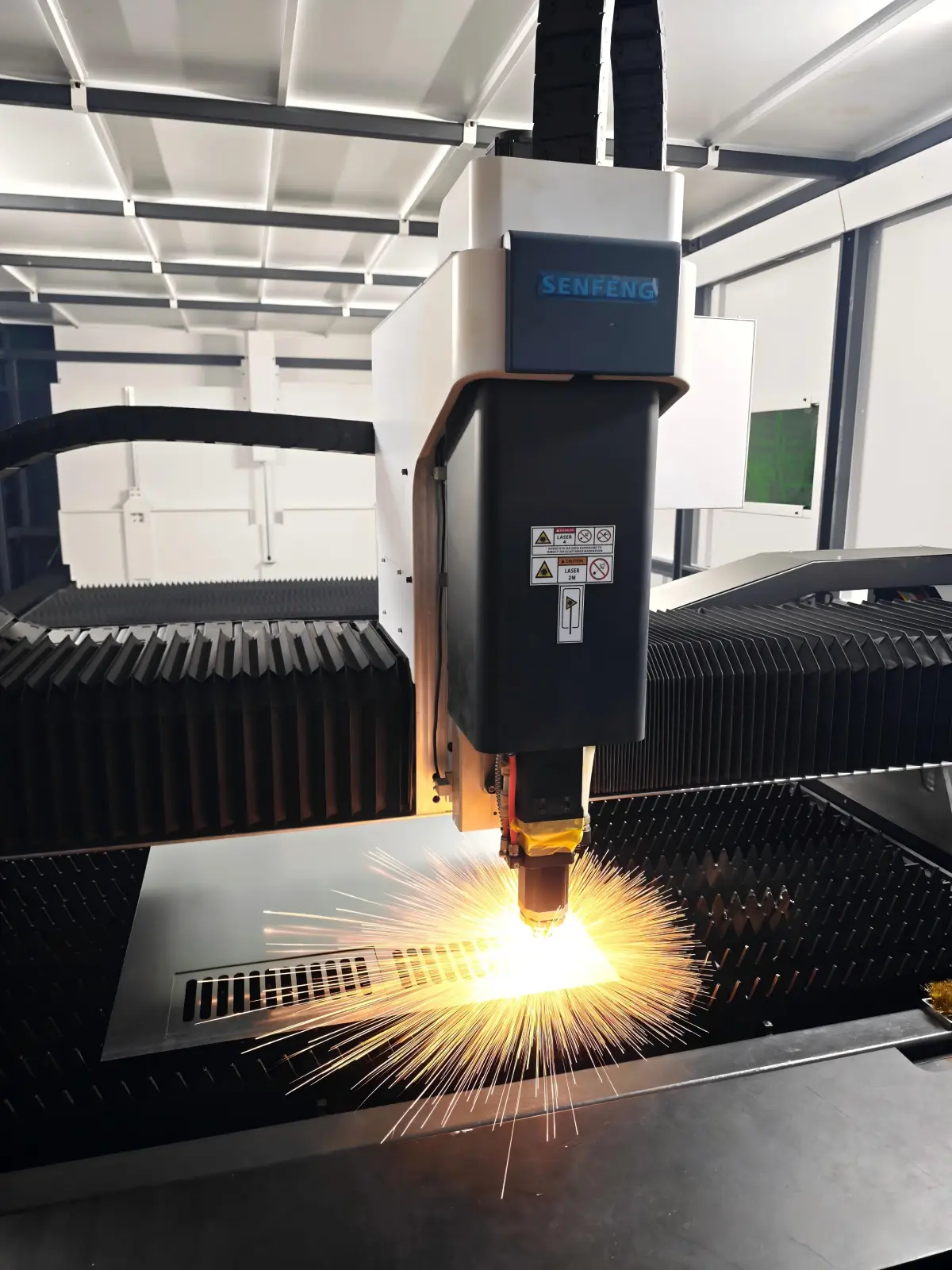
The laser source was decoded and activated permanently. Beam alignment was verified using photosensitive paper, confirming proper spot quality. Tests were also conducted on the lifting door, exhaust damper, and pneumatic systems, with adjustments made to optimize air pipe connections.
During platform exchange testing, a direction issue was identified and resolved by correcting the motor wiring phase sequence. Preliminary cutting tests were carried out on carbon steel and stainless steel sheets, and corresponding process parameters were recorded.
Parameter Optimization and Operator Training
March 26–27, 2026
Further optimization of cutting parameters was performed based on customer materials. Operator training was conducted, covering essential procedures such as power-on and shutdown sequence, cutting head calibration, beam alignment checks, file import, nesting, lead-in addition, parameter selection, nozzle verification, and contour cutting operations.
The operator practiced independently on basic workflows, including machine startup and shutdown, simple part cutting, and nesting operations. Additional training sessions introduced advanced software functions, routine maintenance procedures such as protective lens and ceramic ring replacement, and general operational precautions.
Hands-on practice included nesting operations and batch cutting, allowing the operator to gain confidence in daily operation and production workflows.
Final Testing and Acceptance
By the end of the training, the machine had completed full functional testing and demonstrated stable operation across multiple cutting tasks. All systems were verified to be operating normally, and the operator had gained proficiency in both basic and extended machine functions. The project was successfully completed with final acceptance and handover.


