


















Press Brake Tooling Selection: 7 Costly Mistakes to Avoid
In sheet metal fabrication, bending quality is often assumed to depend primarily on the press brake itself. However, in practical production environments, experienced engineers know that tooling plays an equally critical role in determining bending accuracy, repeatability, and overall process stability.
It is not uncommon to encounter issues such as inconsistent angles, surface marks, or frequent parameter adjustments during production. In many cases, these problems are not caused by the machine or material, but by improper tooling selection or mismatch between tooling and application requirements.
Press brake tooling directly defines the contact conditions between the tool and the workpiece. Its geometry, precision, and compatibility with the machine system have a direct impact on forming results, tool life, and production efficiency.
Therefore, understanding the key principles of tooling selection–and avoiding common selection mistakes–is essential for achieving stable, high-quality bending performance in modern manufacturing.
I. Mistake 1: Choosing Tooling Based Solely on Price
Many companies prioritize price when purchasing press brake tooling. While low-cost tooling may seem cost-effective in the short term, it often lead to a series of issues during actual production, such as:
- Unstable bending accuracy
- Rapid tooling wear
- Frequent replacement cycles
- Increased product scrap rates
Long-term, the hidden costs of low-quality tooling frequently far exceed the initial savings in procurement expenses. For example:
① Downtime and Loss of Production Loss
Low-quality tooling requires longer setup and is prone to chipping, leading to frequent downtime and a significant reduction in production efficiency.
② Scrap and Rework
Poor accuracy leads to inconsistent bending angles and surface scratches, resulting in high scrap rates or additional manual rework.
③ Machine wear
Poor contact at the mounting surface causes uneven load on the ram and worktable, accelerating wear and shortening machine lifespan.
④ Safety risks
Brittle materials are prone to fracture, and flying fragments may cause injury or damage. Frequent manual adjustments also increase the risk of operator injury.
⑤ Tooling Span
Shorter service life (e.g. 200,000 cycles vs. 1,000,000 for high-quality tooling) results in a higher cost per use.
However, high-quality tooling are typically crafted from high-strength tool steel and undergo precision machining, ensuring consistent accuracy during prolonged production runs.
II. Mistake 2: Ignoring Tooling Standard Compatibility
Bending press tooling is not universally interchangeable; different equipment may utilize distinct tooling standards.
Common tooling standards currently available on the market primarily include:
- European Standard Tooling

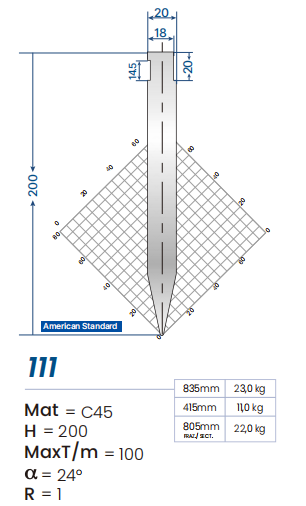
- American Standard Tooling
- WILA Standard Tooling
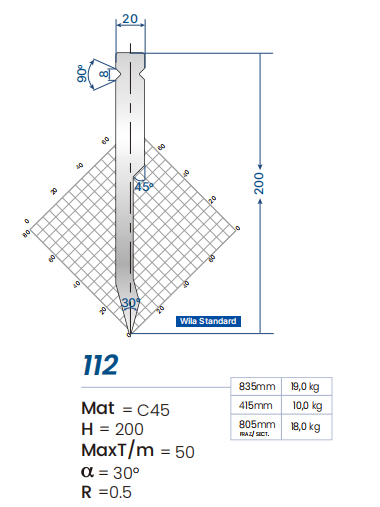
(Note: Mat:Material; H: Height; Max T/m: Maximum Load per Meter; α: V-opening/Die Opening; R: Radius)
Choosing the right tooling system starts with understanding the key differences between standards. The table below compares European, American, and WILA tooling in terms of performance, efficiency, and application scenarios.
| Item | European Standard Tooling | American Standard Tooling | WILA Standard Tooling |
| Structure | Segmented | One-piece | High-precision segmented |
| Clamping Method | Quick clamping | Bolt fixing | Hydraulic clamping |
| Accuracy Level | High, with high positioning repeatability | Relatively low, relies on operator experience | Extremely high, automatic centering, most stable accuracy |
| Tool Change Efficiency | Fast, supports quick clamping systems | Slow, requires manual bolt tightening | Extremely fast, supports one-key automatic clamping |
| Automation Suitability | Supported | Generally not supported | Fully supported |
| Cost | Medium | Low | High |
| Typical Application | For the European and global markets; high-precision CNC press brakes; high-mix, low-volume production | For the North American market; heavy plate processing; general bending with low precision requirements | Globally; high-end automated production lines; precision machining requiring extremely short tool change times |
Selecting an incompatible tooling system may result in:
- Unstable clamping
- Reduced positioning accuracy
- Lowered changeover efficiency
Therefore, when selecting tooling, it is essential to verify its compatibility with the equipment system.
III. Mistake 3: Using One Tooling Setup for Every Job
Some workshops try to use a single punch and die combination for multiple bending applications.
While this may reduce tooling inventory, it often leads to:
- Inaccurate bending angles
- Surface indentations on workpieces
- Reduced tooling lifespan
Different material thickness and process requirements typically necessitate varying punch radii and die opening dimensions.
Properly configuring tooling types can significantly enhance bending quality and production efficiency.
IV. Mistake 4: Neglecting Tooling Hardness and Heat Treatment Processes
Tooling hardness has a direct impact on durability.
High-quality press brake tooling is typically:
- Precision grinding
- High-frequency quenching or full heat treatment
- Exceptional hardness and wear resistance
Lower-quality tooling may look similar at first glance but often lacks proper heat treatment, leading to:
- Accelerated edge wear
- Edge deformation
- Reduced bending accuracy
For long-term production stability, tooling hardness and manufacturing quality are essential considerations.
V. Mistake 5: Ignoring Tooling Alignment and Precision
Every small dimensional deviations in tooling can significantly affect bending results.
Even minor deviations between the punch and lower die can lead to:
- Inconsistent bending angles
- Uneven force distribution
- Additional wear during prolonged equipment operation
Precision-ground tooling ensures that bending forces are evenly distributed across the workpiece, resulting in consistent results across large production batches.
VI. Mistake 6: Neglecting Tooling Maintenance
Press brake tooling is a precision component that requires proper maintenance.
Without regular cleaning and inspection, problems may occur such as:
- Material buildup on the die
- Surface damage on punches
- Reduced bending accuracy
Simple maintenance practices can significantly extend tooling life, including:
- Regular cleaning
- Proper storage
- Avoiding overload bending
Well-maintained tooling performs more reliably and reduces unexpected production interruptions.
VII. Mistake 7: Underestimating the Impact on Productivity
Press brake tooling not only affects bending quality but also directly influences production efficiency.
Modern tooling systems typically feature quick-change mechanisms that significantly reduce changeover time.
For manufacturers requiring frequent product changes, an efficient tooling system enables:
- Faster die change cycles
- Higher equipment utilization rates
- More stable production rhythms
Therefore, when selecting dies, prioritize their contribution to overall production efficiency over price alone.
VIII. How to Choose the Right Press Brake Tooling for Your Needs
1. Material Compatibility
Different materials have significant differences in yield strength and ductility. For example, carbon steel is harder than aluminum but more prone to springback.; thick stainless steel has higher hardness and requires greater bending force.
The tooling’ s load capacity must exceed the required bending force of the material; otherwise, premature wear or fracture may occur.
2. Tooling Type and Design
The V-die determines the inner bend radius (R) and the bending force required. A too-small V-opening can damage the sheet, while a too-large opening can result in inaccurate bends.
Multi-V dies provide flexibility, allowing quick changes for different material thickness and reducing die changeover time, thereby improving productivity.
The shape of the punch tip directly affects bending accuracy and sheet surface quality. A tip that is too sharp may crack the material, while a rounded tip can compromise the angle.
3. Tooling Precision and Quality
High-precision tooling reduces repeated setup and adjustment, saving setup time.
Surface hardening prevents chipping and uneven wear. Low-quality tooling often leads to machine downtime and rework.
4. Machine Compatibility
Tooling dimensions (height H, V-opening a, load capacity T/m) must match the press brake’s throat depth, opening height, and maximum bending force. Otherwise, the tooling may jam, fail to form, or overload the machine.
For servo or synchronized torsion-axis machines, tooling precision errors can result in bend angle deviations.
5. Safety Considerations
Rough or brittle tooling surfaces can injure operators and damage the sheet metal. Brittle tooling may fracture, sending fragments flying, which is particularly dangerous during high-tonnage bending operations.
6. Flexibility and Productivity
Modular or multi-functional tooling allows for quick changeover between operations, reducing downtime.
This is especially important for multi-batch, small-batch, or high-mix production, significantly improving efficiency.
7. Cost and Service Life
High-quality tooling has a long service life (on the order of millions of cycles), resulting in a lower cost per bend.
Low-quality tooling has a short lifespan (hundreds of thousands of cycles), leading to frequent replacement, downtime, and higher scrap rates, ultimately increasing total cost.
In conclusion, press brake tooling selection is a system-level decision involving material, tooling, machine, and process.
Correct selection logic: Identify material–match the machine–choose tooling type and precision–consider flexibility and service life.
VIII. How Proper Tooling Enhances Press Brake Performance
Selecting the right press brake tooling offers enterprises multifaceted advantages, including:
- Improved bending accuracy
- Reduced scrap rates
- Shortened changeover time
- Enhanced production efficiency
In modern sheet metal fabrication, tooling are no longer mere equipment accessories but critical components determining bending quality and production efficiency.
Summary
Compared to the press brake itself, tooling may seem inexpensive to procure, yet its impact on production efficiency and product quality is substantial. By avoiding common tooling selection pitfalls and strategically deploying high-quality tooling, manufacturers can significantly enhance bending process stability while reducing long-term production costs.
For sheet metal enterprises pursuing high-efficiency, high-quality production, implementing the right press brake tooling selection strategy is equally critical.
FAQ
1. Why is press brake tooling important?
Press brake tooling is important because it directly affects bending accuracy, repeatability, surface quality, and tool life. Even a high-performance press brake cannot produce precise bends without proper tooling selection.
2. What problems are caused by wrong press brake tooling selection?
Wrong tooling selection can cause inaccurate bending angles, surface marks, faster tool wear, higher scrap rates, and reduced production efficiency. It may also increase machine stress and safety risks.
3. How do you choose the right press brake tooling?
To choose the right press brake tooling, you must match material type, machine compatibility, tooling standard, and bending requirements. High precision, proper hardness, and correct V-opening are key factors for stable performance.